
Прессовая вулканизация: подошву прикрепляют к затяжной кромке заготовки верха обуви в вулканизированных прессах с одновременным формованием подошв.
В пресс-форме под давлением и при высокой температуре осуществляется одновременно вулканизация сырой резиновой смеси, формование низа из этой смеси и прикрепление его к заготовке верха обуви.
Сущность метода горячей вулканизации состоит в том, что процесс прикрепления резиновых деталей низа совмещается с формованием их из сырой резиновой смеси и вулканизацией резины. Такое совмещение обеспечивает получение наиболее прочного и монолитного соединения резинового низа с верхом обуви.
Резиновые смеси для горячей вулканизации могут быть непористыми, пористыми и кожеподобными. Процесс ведется в специальных прессах при повышенной температуре и давлении. Метод горячей вулканизации используется для различных видов обуви: от комнатных туфель до юфтевых сапог  (кроме модельной обуви).
(кроме модельной обуви).
По свойствам и внешнему виду обувь горячей вулканизации подобна обуви клеевого метода крепления, но прочность крепления подошв выше, чем при клеевом методе.
Вулканизация сырой резиновой подошвы и прикрепление ее к верху текстильной обуви осуществляются в специальном вулканизационном котле под давлением и при высокой температуре.
При применении метода горячей вулканизации подошва прикрепляется к верху одновременно с формованием и вулканизацией подошвы и каблука из сырой резиновой смеси. Достоинства: герметичность, водостойкость, износостойкость. Недостатки: низкие гигиенические свойства по сравнению с клеевым методом. Внешние отличительные признаки: наличие фирменной марки предприятия-изготовителя на геленочной части подошвы с ходовой стороны, имеются следы от пресс-формы, вытекание избытка резиновой смеси в виде заусенец.
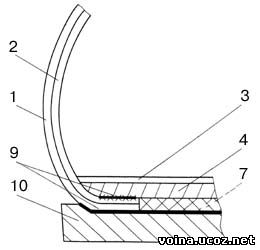
Метод прессовой вулканизации 1- верх обуви, 2- подкладка, 3- вкладная стелька,
4- основная стелька, 7- простилка, 9- клеевой шов,
10- подошва
При изготовлении обуви по методу котловой вулканизации на след обуви накладывают подошву из сырой резиновой смеси; вулканизация этой подошвы и ее прикрепление к верху осуществляются в вулканизационных котлах.
; 6- ниточный шов")
Метод горячей вулканизации: а—схема прессформы для изготовления обуви горячей вулканизации:1- металлическая колодка; 2- полуматрицы; 3- пуансон;б—схема крепления при обтяжно-затяжном способе; в — схема крепления при способе внутреннего формования:1- заготовка; 2- стелька; 3- простилка; 4- подошва; 5- затяжной гвоздь (текс); 6- ниточный шов
Метод горячей вулканизации основан как на технологии обувного, так и резинового производства; впервые он был разработан на обувной фабрике « Скороход » в 1938 г. Этот метод включает две разновидности: методы прессовой и котловой вулканизации.
При методе прессовой вулканизации заготовку, сформованную на колодке обтяжно-затяжным или беззатяжным способом и подготовленную к прикреплению низа, как и в клеевой обуви, надевают на металлическую колодку прессформы.
Кроме колодки, рабочими органами прессформы являются две полуматрицы и пуансон. Пройма, имеющаяся в матрице, по размерам и контуру соответствует следу отформованной заготовки; посредством матрицы формуют урез подошвы. Пуансон формует ходовую часть подошвы. В пуансоне и в полуматрицах вмонтированы электрические нагреватели, которые нагревают резиновую смесь от 150 до 200° С.
В вулканизационных прессах одновременно формуется подошва и каблук из сырой резиновой смеси, прикрепляется подошва к верху и вулканизуется сырая резиновая смесь.
Различают два способа прессовой вулканизации : внешнее и внутреннее давление.
При первом способе пуансон испытывает давление извне; при втором — нужное давление создается в сырой резиновой смеси за счет разложения порообразователей, которые вводятся в композицию сырой резиновой смеси. При способе внутреннего давления получается подошва пористой структуры, а при способе внешнего давления — непористой. Продолжительность вулканизации 4-10 мин.
Разновидностью метода горячей вулканизации является метод РГВ — рантовый горячей вулканизации. Изготовление этой обуви до прикрепления подошв аналогично рантовой; прикрепление подошв к ранту осуществляется методом горячей вулканизации.
Отличительными признаками обуви горячей вулканизации являются: наличие фирменной марки обувной фабрики на геленочной части подошвы с ходовой стороны, возможные следы вы- прессовок от стыка полуматриц в носочной и пяточной частях подошвы.
Метод горячей вулканизации является высокопроизводительным; обувь отличается хорошими влагозащитными свойствами и износоустойчивостью; однако при изготовлении этой обуви нужны термостойкие материалы верха. Метод горячей вулканизации применяют в производстве разнообразной обуви: домашней, утепленной с верхом из тканей, фетра, велюра, летней, легкой. Перспективным является применение этого метода в производстве юфтевой обуви.



